深孔槍鉆刀片加工
深孔槍鉆刀片加工是一種用于加工深孔的精密工藝,通常用于制造需要高精度和高表面質量的深孔零件。槍鉆刀片是深孔槍鉆加工中的關鍵部件,其設計和選擇直接影響加工效果。以下是關于深孔槍鉆刀片加工的一些關鍵點:
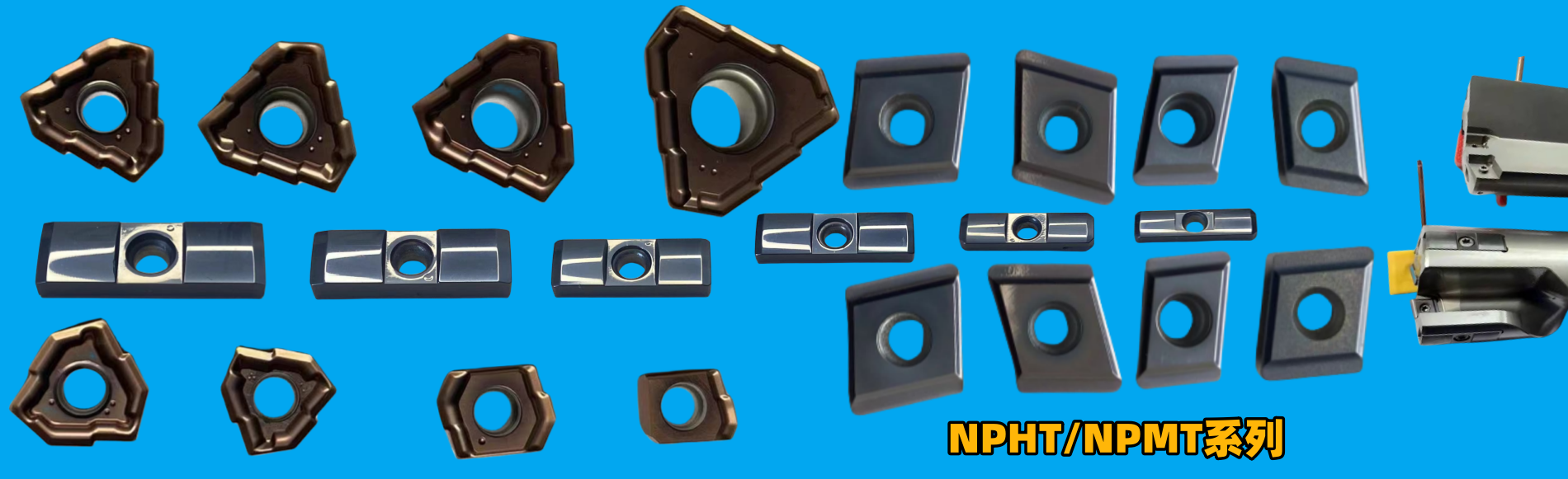
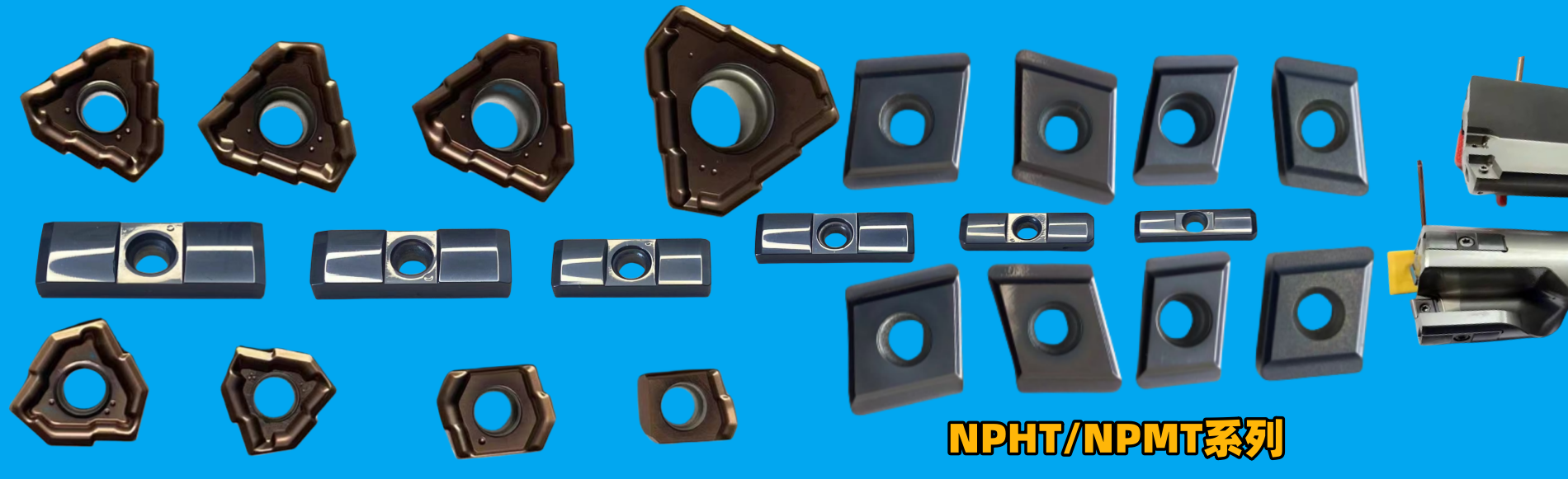
1. 槍鉆刀片的結構
刀片材料:通常采用硬質合金(如鎢鈷類合金)或涂層硬質合金,以提高耐磨性和耐熱性。
刀片幾何形狀:刀片的幾何形狀設計需考慮切削力、排屑和冷卻液的流動。常見的刀片形狀包括單刃和多刃設計。
切削刃角度:包括前角、后角和主偏角等,這些角度影響切削力和加工表面質量。
2. 加工特點
深孔加工:槍鉆加工通常用于加工深度與直徑比大于10:1的深孔,甚至可達100:1或更高。
高精度:槍鉆加工能夠實現高精度的孔徑控制和良好的表面光潔度。
冷卻與排屑:槍鉆加工需要高壓冷卻液來冷卻刀片并有效排屑,防止切屑堵塞和刀具磨損。
3. 加工參數
切削速度:根據工件材料和刀片材料選擇合適的切削速度,通常硬質合金刀片的切削速度較高。
進給量:進給量影響加工效率和表面質量,需根據孔徑和材料進行調整。
冷卻液壓力:高壓冷卻液是深孔槍鉆加工的關鍵,通常壓力在10-30 MPa之間,以確保有效冷卻和排屑。
4. 應用領域
航空航天:用于加工發動機零件、液壓系統零件等。
汽車制造:用于加工燃油噴射系統、傳動軸等零件。
模具制造:用于加工模具中的冷卻水道等深孔。
5. 常見問題與解決方案
刀具磨損:由于深孔加工時間長,刀具容易磨損。可通過優化切削參數和使用耐磨涂層刀片來延長刀具壽命。
排屑不暢:切屑堵塞會導致加工質量下降甚至刀具損壞。可通過提高冷卻液壓力和優化刀片幾何形狀來改善排屑。
孔偏斜:深孔加工容易產生孔偏斜問題。可通過使用導向套和優化刀具剛性來減少偏斜。
6. 刀片選擇與維護
刀片選擇:根據加工材料、孔徑和深度選擇合適的刀片材料和幾何形狀。
刀片維護:定期檢查刀片磨損情況,及時更換磨損刀片,避免影響加工質量。
深孔槍鉆刀片加工是一種高精度、高效率的深孔加工方法,廣泛應用于航空航天、汽車制造等領域。通過合理選擇刀片材料、優化加工參數和有效管理冷卻與排屑,可以實現高質量的深孔加工。